首頁
公司簡介
產品中心
聯絡我們
繁體版
簡體版
新資訊:
感謝眾多客戶多年來,對本公司的支持與肯定,敝公司於2013年5月遷移新址,將以持續經營之理念,擴大服務客戶,歡迎您來電詢問、指教。
產品中心
不溶性陽極
白金鈦陽極
氧化銥陽極
環型繞線機
Jovil
GORMAN
LC系列
LC1
LC2
LC3
LC4
LC5
SOLTEC
APT 系列自動端子拉力測試機
CEL-03 電解腐蝕裝置
CFM-BL10Pro 壓着端子壓力管理裝置系列
CFM-BL20S 壓着端子壓力管理裝置系列
CFM-LITE 壓着端子壓力管理装置系列
CS07HI 斷面分析軟件
CS07 端子斷面分析系統
CVM-3 壓着端子在線圖像查裝置
EFM-X 壓力管理裝置
PT-X 自動端子拉力測試機
產品中心
首頁 >> 產品中心 >> 不溶性陽極 >> 氧化銥陽極
詳細說明
IrO2/Ta2O5 of Anode 銥/鉭氧化物複合陽極
銥/鉭氧化物複合陽極(IrO2/Ta2O5)是不溶性陽極中,最具革命性的發明;商業上稱為DSA(Dimensionally Stable Anode)尺寸安定陽極;具有優異的析氧電催化活性及電化學穩定性,氧過電位低,使用壽命長,能夠承受較高的陽極電流密度,性能優越,是目前電解(鍍)工業中最理想的析氧陽極。
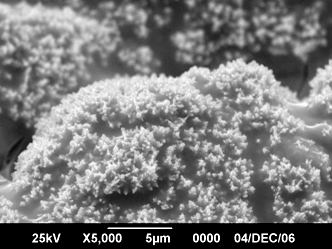
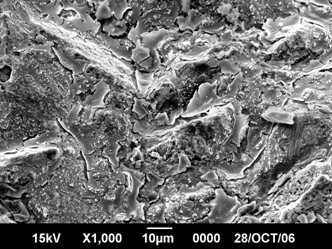
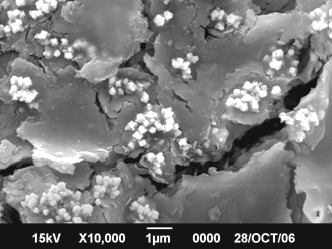
IrO2/Ta2O5塗層中,IrO2是塗層具導電性的活性組分,主要起導電及電催化作用;而Ta2O5則是非導電性的惰性組分,化學穩定性很強,主要對IrO2塗層組分起穩定作用。利用SEM(Scanning Electron Microscope)掃瞄式電子顯微鏡觀察塗層的表面形態(見圖一及圖二),可以看出IrO2/Ta2O5塗層主要可分為較暗的緻密平坦區及比較白亮的晶粒析出區;緻密平坦區主要由非晶態的Ta2O5組成,而晶粒析出區則為富含IrO2的金紅石相晶態結構。
圖(一)IrO2/Ta2O5陽極SEM放大1000倍的表面形態
圖(二)IrO2/Ta2O5陽極SEM放大5000倍的表面形態
由EDS(Energy Dispersive Spectrometer)能量分散光譜儀分析顯示,白亮的晶粒中的IrO2含量高於塗層的IrO2含量;而緻密平坦區的Ta2O5含量則高於塗層的Ta2O5含量。這是由於在燒結過程中IrO2及Ta2O5在塗層表面偏析的結果,晶粒析出區的Ta2O5含量比較少,IrO2過飽和固熔後呈立方晶體或針狀結晶的金紅石相晶態結構析出,對電催化的性能起主要的作用;而緻密平坦區則由IrO2及Ta2O5的固熔體組成,對塗層的穩定性起較大的作用。
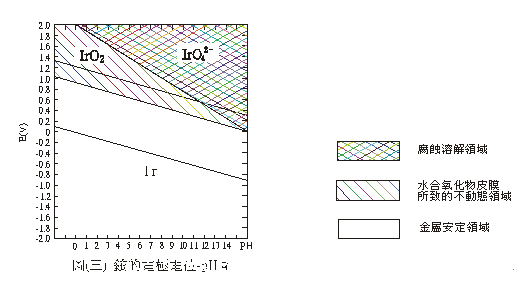
IrO2/Ta2O5塗層具有極佳的電化學穩定性,在0.5mol H2SO4溶液中測試,IrO2含量為20g/m2的陽極其陽極使用壽命可達200000 A‧hr以上。當然陽極的使用壽命也受到其他因素的影響,在中低陽極電流密度下使用時,塗層活性組分(IrO2)的電化學溶蝕是陽極損耗的主要因素。從銥的陽極電位-pH圖(見圖三)可看出在高pH值及高電位的情況下,塗層的IrO2組分會加速可溶解的IrO42-生成,造成陽極的電化學溶蝕;所幸在正常的情況下,陽極溶蝕的過程相當緩慢,所以IrO2/Ta2O5陽極可以有令人滿意的使用壽命。在這階段Ta2O5塗層組分具有很高的電化學穩定性,並不以溶蝕發生損耗,但是隨著電解(鍍)的進行IrO2活性塗層逐漸損耗、消失,陽極的陽極電位逐漸上升,陽極的析氧反應從塗層的表面逐漸遷移到塗層的內部,引起深層放電。深層放電時塗層內部析出的氧氣激烈沖擊塗層,破壞塗層與鈦基體的結合,形成空隙,電解(鍍)液隨著入侵擴散導致塗層與鈦基體剝離。在恒電流電解條件下,剩餘的塗層承受更大的電流密度,塗層惡化加劇,陽極電位急劇上升,陽極塗層呈機械性崩裂、剝落,在短期間內迅速損壞。
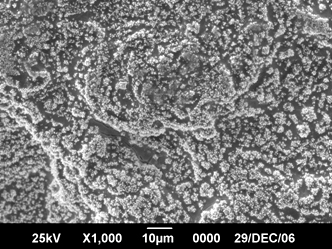
失效後的陽極表面(見圖四及圖五),塗層破損嚴重,露出基體鈦,殘留的塗層呈不連續的片狀分佈,與基體鈦結合不良,導電差。此時陽極表面尚殘留有一定數量的活性塗層,卻已不堪使用 (所有狀況均需於電子顯微鏡下觀測,實際肉眼觀看甚難看出差異)。
從塗層損耗的過程可以了解深層放電是陽極急劇損壞的最大因素;當陽極在中、低電流密度下使用時,活性塗層(IrO2)的電化學溶蝕過程非常緩慢,此時陽極是相當穩定,只在最後階段陽極表面的IrO2活性組分不足時才引起深層放電,陽極即迅速損壞。所以當在高電流密度下使用時,深層放電的現象將提早發生,陽極的使用壽命將會縮短。
圖(四)IrO2/Ta2O5陽極損壞失效後
SEM放大1000倍的表面形態
圖(五)IrO2/Ta2O5陽極損壞失效後
SEM放大10000倍的表面形態
此外有幾種因素也會造成陽極的急劇損壞;
1.
電解液中如有存在F-離子時,會造成基體鈦的化學溶蝕,破壞與塗層的結合引起塗層剝落。
2.
使用PR整流電源。在使用連續陽極電流電解時,塗層表面的活性組分(IrO2)優先損耗,Ta2O5塗層組分具有很高的陽極穩定性並不溶蝕損耗;但是在反向電流電解時Ta2O5塗層組分卻優先損耗,造成IrO2塗層組分失去Ta2O5塗層的穩定作用而加速損耗;所以在定期反向電流電解時,陽極的使用壽命將會隨著反向電流密度及反向時間的增加而縮短。
3.
在電解工業實務上,影響陽極的使用壽命最大也最常見的是電解液中的有機添加物。利用SEM的觀察及EDS分析,顯示電解液中如有存在有機物時,在陽極表面上會吸附具絕緣性的氧化反應物膜,此絕緣膜覆蓋了陽極表面的活性塗層,造成陽極電位大幅上升,引起塗層內部的深層放電,造成塗層機械性的剝落使用壽命也急劇縮短。
不溶性陽極(Pt / IrO2)在析氧條件下使用重點有二:一是陽極的電化學穩定性(使用壽命),二是陽極的電催化活性(析氧過電位)。陽極的使用壽命直接影響運轉成本,而陽極的析氧過電位則關係電解液內各類有機添加物(如光澤劑、平整劑等)的消耗量,不僅是關係成本,更會影響產品的品質。
隨著工業技術的進展IrO2/Ta2O5複合陽極被大量使用於各種製程中,不同的製程條件所要求的陽極功能也不一致,很難找出一種能夠符合各種製程需求的理想陽極。在單純的電解液中電解(鍍),可以適當增加活性塗層(IrO2)的含量,以增長陽極使用壽命;而如果使用不同電源時則又必需增加惰性塗層的含量,以強化塗層的穩定性;在含有大量有機添加物的電解液中,則需加強其他塗層的製備,以減緩深層放電所引起的塗層剝落以延長陽極使用壽命。理想陽極的需求除了使用壽命外,陽極的析氧過電位在很多製程中更是主要的問題,銥/鉭氧化物複合陽極(IrO2/Ta2O5)是一種多元氧化物複合燒結體,配合不同的成份調整及製程條件的控制可以製作出不同功能的陽極。所以隨著電解(鍍)液的組成、添加劑的成份、電解條件的需求不同,應透過充分的溝通及測試才能找出最適用的陽極。(尤其是水平鍍銅及銅箔廠等高要求條件用途)
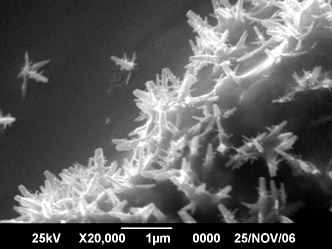
L型IrO2/Ta2O5陽極SEM放大20000倍的表面形態
(立方晶體、低析氧過電位)
H型IrO2/Ta2O5陽極SEM放大20000倍的表面形態
(針狀結晶、高析氧過電位)
許多銥鉭產品其製程為熱分解方式製作非以燒結製程製作,其使用壽命和特性與上述資料完全不同,各方面都有極大的差異,選用上不可不慎。
品 名
型 號
規 格
實際表面積
IrO2 含量 ( g/㎡ )
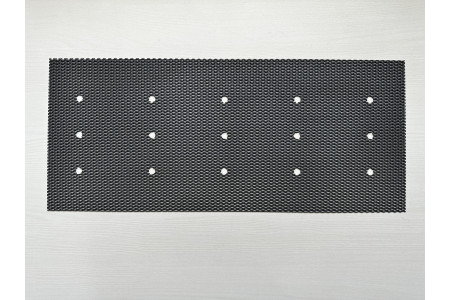
銥鉭鈦網
Ir-01
線 徑 : 1.0mm x 1.0mm
網 目 : 6.5mm x 12mm
1.24
20
30
40
Ir-02
線 徑 : 1.0mm x 1.3mm
網 目 : 6.0mm x 10mm
1.55
20
30
40
Ir-03
線 徑 : 1.3mm x 1.5mm
網 目 : 5.0mm x 9.0mm
2.4
20
30
40
Ir-04
線 徑 : 1.0mm x 1.0mm
網 目 : 3.5mm x 6.0mm
2.2
20
30
40
品 名
型 號
規 格
IrO2 含量 ( g/㎡ )
銥 鉭 鈦 板
Ir-05
鈦板標準厚度 1.0mm
(如超過厚度另外計價)
另有 1.5 / 2 / 3 /4 mm規格鈦板
20 / 30 / 40













.jpg)